Hi vọng sẽ giúp ích cho các bạn đang nghiên cứ về Gia công cơ khí cắt gọt.
Nếu có gì trao đổi xin hãy để lại comment trong bình luận nhận xét nha. Chúc các bạn thành công!
Khi nghiên cứu về Công nghệ Chế tạo máy, ta nhận thấy, Gia công cắt gọt là phương pháp thông dụng nhất.
Ở đó, Dụng cụ cắt được lắp lên các Máy công cụ để cắt đi, gọt đi Lượng kim loại dư để tạo thành Chi tiết máy.
Máy công cụ cắt gọt kim loại thường gặp nhất là: Máy Tiện, Máy Bào, Máy Phay, Máy Khoan, Máy Doa, Máy Mài, …
Các Dụng cụ cắt lắp trên các máy này có tên gọi tương ứng. Chẳng hạn, Dụng cụ cắt lắp trên máy Tiện gọi là Dao tiện; và các tên gọi khác như: Dao Phay, Dao Bào, Doa Doa, Đá Mài, Mũi khoan, …
Dễ dàng nhận ra các loại Dụng cụ cắt này với những đặc trưng của nó, nhưng chúng lại có cấu tạo chung gồm 2 phần: Phần thân và Phần đầu.
Phần thân cần đủ cứng vững giúp Dụng cụ cắt ổn định khi làm việc và nó dùng để gá lắp lên máy gia công.
Phần Đầu có Lưỡi cắt, trực tiếp làm nhiệm vụ cắt gọt, nó cần phải đủ cứng để cắt gọt được phôi và cũng cần đủ bền để không phải thay dụng cụ mới quá nhanh.
Phần Lưỡi cắt có thể được làm từ cùng một loại vật liệu với phần thân hoặc từ vật liệu cao cấp hơn. Và đây là phần rất quan trọng của dụng cụ cắt trong chế tạo máy bằng gia công cắt gọt.
Phần cắt của dụng cụ có kết cấu hình học đặc trưng để đảm bảo điều kiện làm việc của nó, ta sẽ phân tích lúc khác.
Hôm nay, chúng ta cùng nhau tìm hiểu về Vật liệu của Phần Cắt trên Dụng cụ dùng trong Gia công cắt gọt.
Đặc tính của phần cắt dụng cụ có ảnh hưởng lớn đến Năng suất và Chất lượng bề mặt chi tiết. Nghiên cứu về Vật liệu của Phần Cắt trên Dụng cụ giúp chúng ta có cơ sở để lựa chọn dao cụ khi sử dụng, góp phần giảm chi phí, tăng năng suất và tăng chất lượng sản phẩm Gai công cơ khí.
Vật liệu của Phần Cắt trên Dụng cụ phải đạt yêu cầu sau đây:
- Độ cứng;
- Độ bền cơ học;
- Tính chịu nhiệt;
- Tính chịu mòn;
- Tính công nghệ.
Có nhiều loại vật liệu được lựa chọn để làm phần cắt của Dụng cụ, miễn là nó có thể “tách” vật liệu ra khỏi phôi để tạo thành sản phẩm cơ khí đạt các Yêu cầu kỹ thuật, đáp ứng Điều kiện làm việc trên thực tế với Giá cả hợp lý.
Một số mốc Lịch sử phát triển của dụng cụ cắt:
- 1894, Ra đời Thép các bon dụng cụ, 60HRC
- 1900, Thép Hợp kim dụng cụ, 60 HRC
- 1900, Thép gió
- 1908, Thép gió cải tiến, (60 - 64) HRC
- 1931, Hợp kim cứng Cacbit Vonfram , 91 HRC
- 1955, Kim cương nhân tạo, 100 000 HV
- 1957, Sành sứ, (92 – 94) HRC
- 1965, Nitrit Bo, 8000 HV
- 1970, Hợp kim cứng phủ TiC, 18000 HV
Phần vật liệu cứng trong các loại vật liệu trên khác nhau.
Qua sự phát triển của Vật liệu dụng cụ, ta thấy Độ cứng của Vật liệu làm phần cắt trên Dụng cụ tăng lên; do đó tính mài mòn tăng, tính chịu nhiệt tăng, tăng tuổi bền dụng cụ và tăng được tốc độ cắt.
Tất nhiên, Vật liệu chế tạo phần cắt càng Cao cấp thì giá thành càng cao. Vì vậy, Xu hướng chế tạo lưỡi cắt riêng biệt, có thể tháo ra khỏi Phần thân dụng cụ để thay thế rồi lắp Lưỡi cắt mới vào dễ dàng đang là một xu hướng.
Mời các bạn quan sát một số dụng cụ cắt như vậy.
Hình ảnh dao Tiện, Dao phay, mũi khoan gắn chip/ Insert
Dao tiện gắn chip
Thông số và Phụ kiện của dao tiện gắn chip set
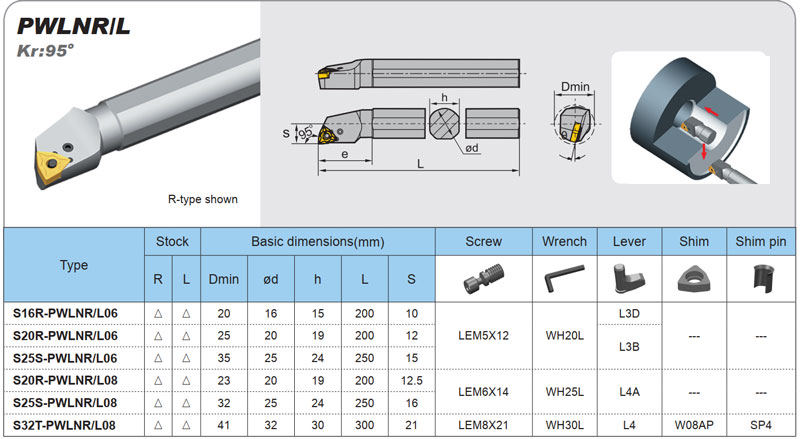
Thông số cán dao tiện lỗ cnc S -PWLNR/L:
Theo như các thông số dao tiện CNC trên hình, trang cung cấp dụng cụ cắt gọt nổi tiếng NamDuongTool đã chia sẻ:
Góc tiếp xúc đầu mũi cán dao tiện lỗ cnc S -PWLNR/L là 95°.
Dmin là kích thước lỗ nhỏ nhất mà cán dao tiện lỗ cnc gia công được.
Để chọn model sản phẩm, bạn chọn theo cột đầu tiên “Type”: Kết hợp 5 kí tự đầu S -PWLNR (cán phải) hoặc S -PWLNL (cán trái) với các kí tự phía sau thể hiện kích thước cán dao tiện:
– S16R-PWLNR/L06: Kích thước chuôi cán dao tiện lỗ là d16; chiều dài dao tiện lỗ 200; đường kính lỗ nhỏ nhất tiện được là Dmin = 20; sử dụng chíp tiện WNMG0604…
– S20R-PWLNR/L06: Kích thước chuôi cán dao tiện lỗ là d20; chiều dài dao tiện lỗ 200; đường kính lỗ nhỏ nhất tiện được là Dmin = 25; sử dụng chíp tiện WNMG0604…
– S25S-PWLNR/L06: Kích thước chuôi cán dao tiện lỗ là d25; chiều dài dao tiện lỗ 250; đường kính lỗ nhỏ nhất tiện được là Dmin = 35; sử dụng chíp tiện WNMG0604…
– S20R-PWLNR/L08: Kích thước chuôi cán dao tiện lỗ là d20; chiều dài dao tiện lỗ 200; đường kính lỗ nhỏ nhất tiện được là Dmin = 23; sử dụng chíp tiện WNMG0804…
– S25S-PWLNR/L08: Kích thước chuôi cán dao tiện lỗ là d25; chiều dài dao tiện lỗ 250; đường kính lỗ nhỏ nhất tiện được là Dmin = 32; sử dụng chíp tiện WNMG0804…
– S32T-PWLNR/L08: Kích thước chuôi cán dao tiện lỗ là d32; chiều dài dao tiện lỗ 300; đường kính lỗ nhỏ nhất tiện được là Dmin = 41; sử dụng chíp tiện WNMG0804…
Các kích thước còn lại được thể hiện trên bảng và theo hình vẽ.
Nhận thấy trên dụng cụ có dãy ký hiệu dài. hi vọng bạn có thể thêm thông tin khi tìm hiểu về Dụng cụ cắt gọt Cách đọc như thế nào? Các kí hiệu trên đó có nghĩa gì? Hẹn ở nội dung tiếp theo: Tìm hiểu kí hiệu trên dụng cụ cắt trong gia công cắt gọt: ý nghĩa, cách chọn dụng cụ.
Nếu có băn khoăn gì, hãy để lại bình luận, hoặc nếu bạn có đóng góp gì xin hãy mạnh dạn chia sẻ.
Đây là một phần của Dự án YCK2020 – Hỗ trợ cộng đồng Cơ khí Chế tạo máy Trẻ. Rất mong nhận được trao đổi của các bạn về Vật liệu của Dụng cụ cắt dùng trong Gia công cơ khí và các vấn đề liên quan.
Xin chào và hẹn gặp lại.
-------------------
Có khi bạn quan tâm: hướng dẫn vận hành máy phay CNC Hướng dẫn vẽ 3D In khắc laser logo Khả năng Công nghệ của Phay CNC Khoan Trên Máy Tiện Là gì Lắp Đặt Máy phay CNC 3 Trục Lập trình gia công CNC Lập Trình JD Paint Lập trình tiện CNC trên máy GonSan dùng hệ điều khiển Siemens 808D Lập trình tiện Trụ ngoài CNC Lệnh Cơ bản trong Pro Engineer Machining pieces Manual Máy cắt laser HSG Máy cắt laser kim loại















