Tại YCK2020 – Blog Yêu Cơ khí, chúng tôi cung cấp các bài thực tập phay giúp bạn nắm chắc kỹ năng gia công thực tế.
Trong bài này, bạn sẽ học quy trình phay rãnh V trên máy phay vạn năng – một kỹ thuật quan trọng trong gia công cơ khí chính xác.
Phù hợp: Sinh viên cơ khí, người học thực hành phay, kỹ thuật viên CNC.
Thực Tập Phay Cơ Bản Bài 6: Phay Rãnh V Trên Máy Phay - Blog Yêu cơ khí
📌 Bài nền tảng:
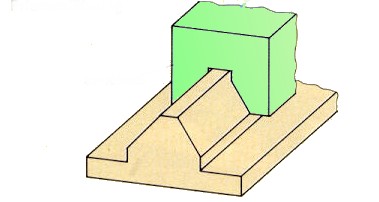
1. Khái niệm rãnh V
Rãnh V là dạng rãnh có tiết diện hình chữ V, thường có góc 45°, 60° hoặc 90°.
- Dùng để định vị chi tiết
- Dùng trong cơ cấu trượt
- Tăng độ ổn định khi lắp ghép
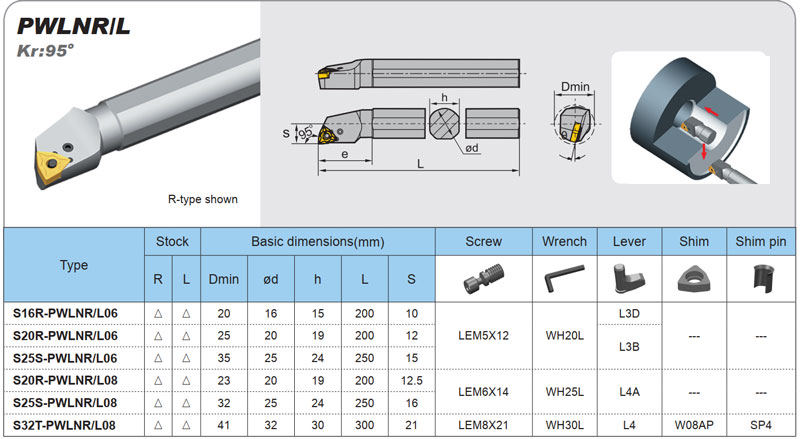
2. Dao phay dùng cho rãnh V
- Dao phay cắt đứt (tạo rãnh sơ bộ)
- Dao phay góc kép (gia công chính xác góc V)
👉 Lựa chọn dao đúng quyết định độ chính xác góc và độ nhẵn bề mặt.
3. Phương pháp phay rãnh V
- Phay rãnh thẳng trước
- Gá nghiêng chi tiết hoặc dao
- Phay 2 cạnh tạo góc V
4. Dụng cụ đo và kiểm tra
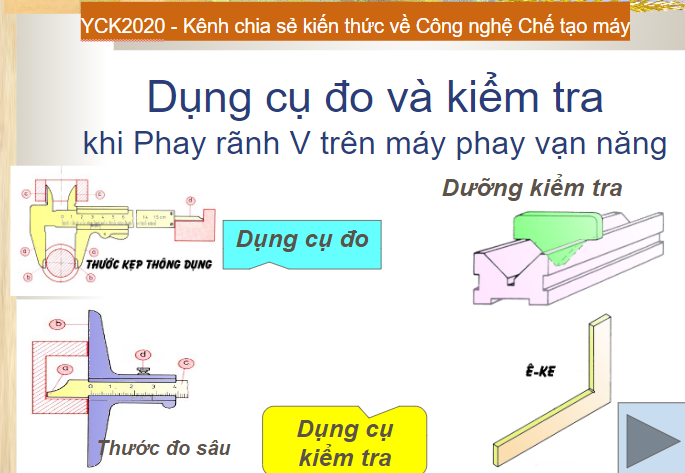
- Thước đo góc
- Thước kẹp
- Dưỡng kiểm rãnh V
5. Các bước chuẩn bị
- Đọc bản vẽ
- Chuẩn bị phôi
- Chuẩn bị máy
- Chọn dao
- Chuẩn bị đồ gá
- Dụng cụ đo kiểm
6. Trình tự gia công rãnh V
- Vạch dấu rãnh
- Lắp đồ gá
- Lắp dao cắt đứt
- Gá chi tiết
- Chỉnh dao vào tâm
- Phay rãnh thô
- Gá nghiêng 45°
- Phay hai cạnh rãnh
- Thay dao phay góc kép
- Phay tinh đạt kích thước
- Kiểm tra và hoàn thiện
7. Sai hỏng thường gặp
- Sai góc rãnh
- Độ sâu không đều
- Bề mặt xấu
👉 Xem thêm: Lỗi phay CNC thường gặp
8. An toàn khi phay rãnh V
- Không đứng gần dao quay
- Kiểm tra gá kẹp chắc chắn
- Dừng máy khi điều chỉnh