Tại YCK2020 – Blog Yêu Cơ khí, chúng tôi chia sẻ hướng dẫn chi tiết giúp bạn làm chủ vận hành máy phay CNC Siemens.
Bài viết này giúp bạn hiểu rõ giao diện và cách thao tác trên hệ điều khiển SINUMERIK 840D sl / 828D.
Phù hợp: Người mới học CNC, sinh viên cơ khí, kỹ thuật viên vận hành máy.
Hướng Dẫn Vận Hành Phay CNC SINUMERIK 840D sl / 828D Siemens - Blog Góc Vật Lí
SINUMERIK 840D sl / 828D là gì? Đây là hệ điều khiển CNC cao cấp của Siemens, được sử dụng rộng rãi trong gia công phay CNC hiện đại.
📌 Học nền tảng phay CNC trước:
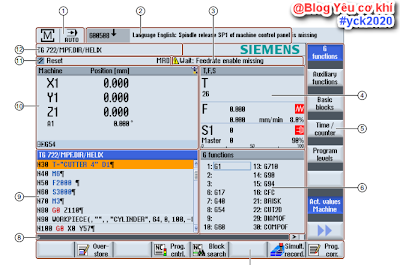
1. Bố cục giao diện màn hình SINUMERIK
Giao diện được chia thành nhiều khu vực hiển thị quan trọng:
- Chế độ vận hành
- Cảnh báo và thông báo
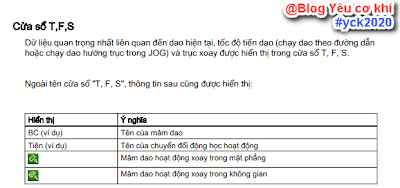
- Thông tin dao, tốc độ, lượng chạy dao
- Cửa sổ chương trình
- Hiển thị tọa độ trục
👉 Hiểu giao diện giúp bạn đọc trạng thái máy nhanh và chính xác.
2. Các chế độ vận hành chính
- JOG: Điều khiển tay
- MDA: Chạy lệnh đơn
- AUTO: Chạy chương trình
- REF POINT: Về gốc máy
- TEACH IN: Ghi thao tác
👉 Người mới nên bắt đầu từ JOG → MDA → AUTO.
3. Hiển thị cảnh báo và trạng thái
- Nền đỏ: lỗi nghiêm trọng
- Chữ đen: thông báo hệ thống
- Chữ xanh: thông báo chương trình
👉 Không được bỏ qua cảnh báo khi vận hành.
4. Trạng thái chương trình CNC
- Run: đang chạy
- Stop: tạm dừng
- Reset: hủy chương trình
Các chế độ hỗ trợ:
- DRY RUN
- SB1 / SB2 / SB3
- M01
5. Cửa sổ tọa độ trục
Có 2 hệ tọa độ chính:
- Machine (tọa độ máy)
- Workpiece (tọa độ phôi)
👉 Nhầm hệ tọa độ = sai sản phẩm.
6. Điều khiển bằng phím chức năng
- MENU SELECT: chọn vùng
- MACHINE: về màn hình máy
- > / <<: chuyển menu
- OK / ACCEPT: xác nhận
7. Nhập và chỉnh sửa tham số
- Màu cam: đang chọn
- Màu hồng: lỗi
Có thể nhập phép tính trực tiếp trong ô giá trị.
8. Quy trình vận hành chuẩn
- REF machine
- Setup phôi
- Chạy thử DRY RUN
- Chạy AUTO
- Giám sát
9. Lỗi thường gặp
- Không REF trục
- Nhầm tọa độ
- Không test trước
- Bỏ qua cảnh báo




































