Trong Công nghệ chế tạo máy, Nguyên công đúc đóng vai trò quan trọng trong việc chế tạo phôi để gia công chi tiết. Quá trình đúc là gì? Phân loại các phương pháp đúc ra sao? Các biện pháp nâng cao chất lượng sản phẩm đúc thế nào? Xin mời các bạn cùng tìm hiểu bài viết “Tổng quan về phương pháp chế tạo phôi bằng đúc” được phát hành trên Blog Yêu cơ khí nhé.
Bạn có thể tìm lại bài này bằng các từ khóa: chế tạo phôi, phương pháp đúc, ưu điểm và nhược điểm của quá trình đúc, các yếu tố tác động của môi trường xung quanh trong quá trình đúc, Phân loại các phương pháp đúc.
Tổng quan về phương pháp chế tạo phôi bằng đúc
Quá trình đúc là gì?
Đúc là quá trình điền đầy kim loại ở thể lỏng vào lòng khuôn có hình dạng dạng kích thước định sẵn. Sau khi kim loại đông đặc ta thu được sản phẩm tương ứng với lòng khuôn. Sản phẩm đó gọi là vật đúc.
Vật đúc có thể đem ra dung ngay gọi là chi tiết đúc.
Nếu đem vật đúc đi gia công như gia công cắt gọt gọi là phôi đúc. Dạng này chiếm tỉ lệ lớn trong công nghệ chế tạo máy.
Chính vì vậy, phương pháp Đúc còn được gọi đúng bản chất là phương pháp chế tạo phôi bằng đúc.
Ưu điểm của phương pháp đúc:
Đúc được mọi vật liệu như: gang, thép, hợp kim màu, vật liệu phi kim khi nấu chảy.
Tạo ra vật đúc có kết cấu phức tạp.
Đúc được vật có khối lượng lớn, mà các gia công phôi khác không thực hiện được.
Nhược điểm của phương pháp đúc:
Do quá trình kết tinh từ thể lỏng nên vật đúc dễ tồn tại ở dạng rỗ co, rỗ khí, nứt, lẫn tạp chất…
Sản phẩm đúc có độ chính xác về hình dạng, kích thước và độ bóng thấp.
Tiêu hao vật liệu đúc cho rót, đậu… lớn.
Khó khăn khi kiểm tra bên trong vật đúc.
Để thực hiện nguyên công đúc, ta cần có khuôn đúc và hệ thống công nghệ gồm lò nấu, dụng cụ trong hệ thống rót, đậu hơi, đậu ngót, …Nhiều chi tiết được tạo ra nhờ phương pháp đúc trong khuôn mẫu chảy. Vậy: phương pháp đúc trong khuôn mẫu chảy là gì? Nguyên lý tạo sản phẩm đúc trong khuôn làm bằng mẫu chảy thế nào? Xin mời bạn cùng tiếp tục ngay dưới đây.
Phương pháp đúc trong khuôn mẫu chảy là gì?
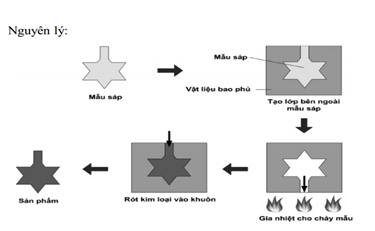
Phương pháp đúc trong khuôn làm bằng mẫu chảy dựa trên nguyên tắc tạo khuôn bằng cách sử dụng mẫu là chất dễ chảy trong gia công nhiệt (như sáp), mẫu sẽ được bao bọc bởi các vật liệu chịu nhiệt kết dính với nhau (như thạch cao, cát…).
Sau đó khuôn mẫu sẽ được đem đi nung cho mẫu sáp chảy ra khỏi khuôn chính là hình dạng của mẫu cần được tạo ra. Đó chính là nguyên lý tạo ra sản phẩm đúc khi sử dụng khuôn có mẫu chảy.
Ưu điểm của Phương pháp đúc trong khuôn mẫu chảy:
Có thể đúc được những vật đúc rất phức tạp và đúc được những hợp kim khó chảy như thép không gỉ, thép gió…
Độ chính xác và độ bóng bề mặt rất cao: vì độ chính xác của mẫu chảy lớn, không có bề mặt phân khuôn nên không có sự sai lệch khuôn và khuyết tật do lắp ráp khuôn gây ra, không có nguyên công rút mẫu nên giảm được sai số do việc rút mẫu, rót kim loại lỏng vào khuôn đã được nung nóng nên giảm ứng suất nhiệt do đó vật đúc ít bị nứt, cong vênh.
Nhược điểm Phương pháp đúc trong khuôn làm bằng mẫu chảy, đó là: Cường độ lao động cao, chu trình sản xuất dài, giá thành chế tạo khuôn cao.
Khi đúc kim loại hoặc hợp kim, để ra sản phẩm đạt yêu cầu, chi tiết phải không có khuyết tật sản phẩm.
Khuyết tật của sản phẩm đúc là gì?
Khuyết tật của đúc là sự sai lệch về hình dạng, kích thước, tính chất vật lý, trọng lượng, … so với yêu cầu thiết kế, các tiêu chuẩn đã quy định hoặc những điều kiện kỹ thuật đã được qui ước.
Có các dạng khuyết tật sản phẩm đúc nào?
Thiếu hụt: là hình dạng của vật đúc không đầy đủ, không sắc nét.
Vênh: là sự thay đổi hình dạng, kích thước của vật đúc so với yêu cầu.
Cháy cát: là hiện tượng bề mặt của vật đúc có một lớp vỏ cứng do hỗn hợp làm khuôn bị cháy, chảy bám vào.
Khớp: là những khe rãnh hoặc chỗ lõm xuyên thấu hay trên bề mặt vật đúc có mép tròn.
Nứt: là các khe thẳng hoặc cong xuyên thấu hay trên mặt không có mép tròn như khớp.
Rỗ khí: là những lỗ nhỏ ở bề mặt hoặc trong vật đúc, bề mặt lỗ nhẵn bóng.
Rỗ co (lõm co): là những lỗ nhỏ trên bề mặt hoặc trong vật đúc như rỗ khí, nhưng khác ở chỗ là bề mặt lỗ sần sùi, không nhẵn.
Rỗ xỉ: là những lỗ hỏng trên bề mặt hoặc trong vật đúc (giống như rỗ co), nhưng trong lỗ hổng đó có chưa xỉ.
Rỗ cát: là những lỗ hổng như rỗ xỉ nhưng trong chứa đầy hoặc một phần hỗn hợp làm khuôn.
Sau khi đúc, ta chờ nguội, tháo khuôn và Kiểm tra sản phẩm. Những phần việc kiểm tra cụ thể như sau:
Kiểm tra khuyết tật bên ngoài như thiếu hụt, cháy cát, vênh, … bằng mắt thường.
Kiểm tra khuyết tật bên trong như rỗ khí, nứt, bằng tia X hay tia gamma.
Kiểm tra tổ chức kim cương.
Kiểm tra tính chất cơ lý như bền kéo, nén, độ cứng…
Nếu sản phẩm đúc có khuyết tật không sửa chữa, hay khắc phục được thì ta phân loại thành phế phẩm. Nếu sản phẩm đúc có khuyết tật có thể khắc phục được thì ta tiến hành Sửa chữa khuyết tật, các phần việc sửa chữa bao gồm:
Trét sơn hoặc mát tít ở những chỗ rỗ, lõm…
Rót thêm kim loại lỏng vào những chỗ thiếu hụt tương đối quan trọng.
Dùng phương pháp hàn tại những chỗ quan trọng.
Nhiệt luyện để khử áp suất.
Đây là hình ảnh mô tả khuyết tật trên sản phẩm sau khi đúc.

Khi nghiên cứu về công nghệ đúc, ta phân loại phương pháp đúc tùy thuộc vào loại khuôn mẫu, phương pháp làm khuôn hoặc các tiêu chí khác nữa.
Tùy thuộc vào loại khuôn đúc người ta phân thành 2 loại:
Đúc khuôn cát.
Đúc đặc biệt, trong đúc đặc biệt ta thường gặp các phương pháp sau đây:
Đúc khuôn kim loại
Đúc áp lực
Đúc li tâm
Đúc mẫu chảy
Trong nguyên công đúc, các kĩ sư và công nhân phải chú ý đến các yếu tố tác động của môi trường xung quanh trong quá trình đúc nữa. Đặc biệt là truyền nhiệt trong khuôn và sự phân bổ nhiệt độ trong quá trình đúc.
Sự truyền nhiệt: khi rót kim loại lỏng vào khuôn, nhiệt lượng từ khối kim loại lỏng trong khuôn sẽ truyền ra ngoài
Phụ thuộc: thành phần và nhiệt độ của hợp kim; vật liệu làm khuôn; lớp màng mặt ngoài; bề mặt khuôn; áp suất, tốc độ tương đối của dòng kim loại.
Phân bổ nhiệt độ: tùy theo kết cấu và độ phức tạp của vật đúc mà bố trí phân bố nhiệt độ hợp lí.
Tác động của môi trường xung quanh:
Không khí: thu nhiệt của kim loại lỏng; đi vào kim loại lỏng; phản ứng hóa học với kim loại lỏng.
Khuôn: dòng chảy làm khuôn bị xói mòn, bị lở; phản ứng hóa học giữa khuôn và kim loại; tác động về mặt cơ học cùng với nhiệt và hóa học tạo nên hiện tượng bọt khí, rỗ khí, bao cát.
Chia sẻ cho bạn nào cần Link tải file word bài viết này: tại đây
Bạn có trao đổi gì về nội dung này không? Hãy để lại Comment trong phần Nhận xét cuối bài đăng nhé. Bài viết này thuộc chủ đề công bố trên Blog Yêu Cơ Khí #YCK2020 - Kênh chia sẻ kiến thức về Công nghệ Chế tạo máy. -------------------