Quy trình PHAY RÃNH TRÒN trên máy phay vạn năng nằm ngang

Bản xem trước: Quy trình PHAY RÃNH TRÒN trên máy phay vạn năng nằm ngang
BẠN CÓ THỂ TẢI VỀ FREE THEO LIÊN KẾT Ở DƯỚI NHA>>>>>>>>>>>>>>> Link tải file Quy trình PHAY RÃNH TRÒN trên máy phay vạn năng nằm ngang
TRÌNH TỰ GIA CÔNG PHAY RÃNH TRÒN TRÊN MÁY PHAY VẠN NĂNG NẰM NGANG
1. Lắp đồ gá lên bàn máy
2. Lắp dao vào trục chính
3. Gá chi tiết lên đồ gá
4. điều chỉnh máy
5. Chỉnh dao ngay tâm chi tiết gia công
6. Phay tho rãnh sâu 4,5mm
7. Đo và kiểm tra rãnh
8. Gia công tinh rãnh đúng kích thước & yêu cầu kỹ thuật
9. Kiểm tra, tháo chi tiết, lấy ba via
PHAY RÃNH TRÒN
- Khái niệm về mặt định hình
- Đặc điểm-Cấu tạo của các loại dao phay định hình
- Phương pháp phay định hình
- Các loại dao phay cung tròn
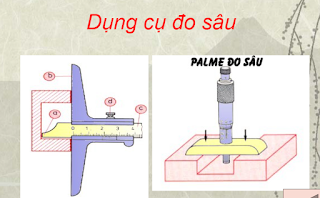
- Dụng cụ đo và kiểm tra
- Các bước chuẩn bị
- Trình tự gia công
- Các dạng sai hỏng
- An toàn lao động
- Những điều cần biết
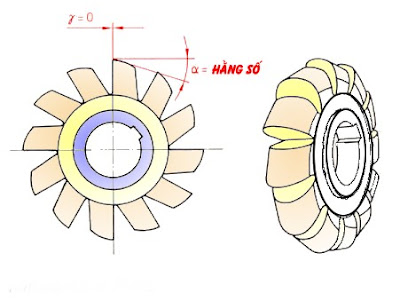
- DAO PHAY DÙNG ĐỂ GIA CôNG CUNG tròn
Khái niệm: Đây là một loại Dao dùng để gia công các mặt định hình hở có đường sinh và đường chuẩn thẳng, thông thường được chế tạo bằng thép gío. Độ chính xác về hình dáng của chi tiết gia công tuỳ thuộc vào độ chính xác về hình dáng của Dao
Phân loại:
* Dao phay cung tròn lồi
* Dao phay cung tròn lõm


Bạn có trao đổi gì về "Quy trình phay Rãnh tròn trên máy phay vạn năng" này không? Hãy để lại Comment trong phần Nhận xét cuối bài đăng nhé. Bài viết này thuộc chủ đề Giáo trình Phay công bố trên Blog Yêu Cơ Khí #YCK2020 - Kênh chia sẻ kiến thức về Công nghệ Chế tạo máy.
XEM THÊM: Môn Đồ gá
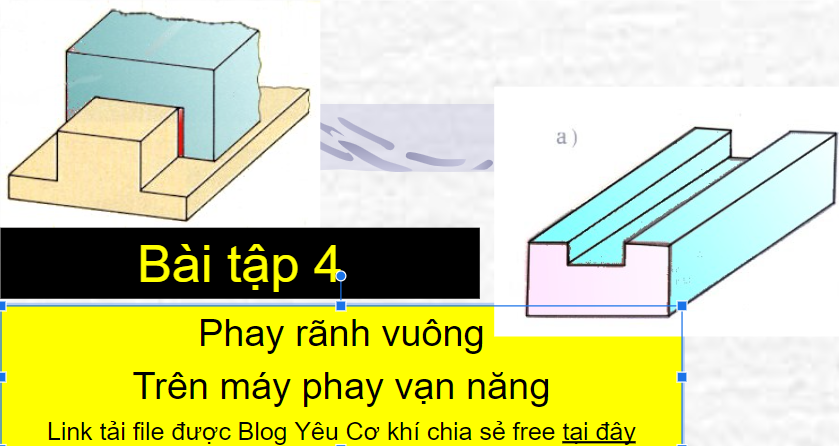
Bài trước: BÀI 4 PHAY RÃNH VUÔNG - Blog yêu cơ khí - Tải giáo trình Thực tập Phay cơ bản free download
Liên quan:
 YCK2020 - Lập trình Tiện CNC cho người mới bắt đầu #TheCNC Video này giới thiệu Cách Lập trình Gia công #TiệnMặtNgoàiĐịnhHình
YCK2020 - Lập trình Tiện CNC cho người mới bắt đầu #TheCNC Video này giới thiệu Cách Lập trình Gia công #TiệnMặtNgoàiĐịnhHình
Bạn muốn Tìm kiếm gì không?
YCK2020 - Lập trình Tiện CNC cho người mới bắt đầu #TheCNC Video này giới thiệu Cách Lập trình Gia công #TiệnMặtNgoàiĐịnhHình