Gia công nguội là một trong những nền tảng quan trọng nhất của ngành cơ khí chế tạo. Dù công nghệ CNC ngày càng phát triển, các kỹ thuật nguội vẫn đóng vai trò không thể thay thế trong sửa chữa, lắp ráp và hoàn thiện sản phẩm. Bài viết này sẽ giúp bạn hiểu rõ bản chất, đặc điểm và toàn bộ các kỹ thuật quan trọng trong gia công nguội.
Gia công nguội là gì? Toàn bộ kỹ thuật cơ bản trong cơ khí - Blog Yêu Cơ Khí
1. Gia công nguội là gì?
Gia công nguội là phương pháp gia công cơ khí bằng tay hoặc kết hợp máy, dùng để tạo hình, sửa chữa hoặc hoàn thiện chi tiết mà không cần nung nóng vật liệu.
Phân loại nghề nguội:
- Nguội chế tạo: tạo chi tiết mới
- Nguội sửa chữa: phục hồi, chỉnh sửa máy
- Nguội lắp ráp: ghép chi tiết thành sản phẩm hoàn chỉnh
2. Đặc điểm của gia công nguội
- Gia công được các chi tiết phức tạp mà máy khó thực hiện
- Độ chính xác cao nếu tay nghề tốt
- Linh hoạt, không phụ thuộc máy móc
- Nhược điểm: tốn thời gian và phụ thuộc kỹ năng người thợ
3. Trang thiết bị và dụng cụ
Thiết bị
- Bàn nguội
- Ê tô
- Máy khoan
- Máy mài
Dụng cụ
- Búa, đục
- Dũa
- Cưa tay
- Mũi khoan
- Dụng cụ đo: thước cặp, ê ke
4. Các kỹ thuật trong gia công nguội
4.1 Vạch dấu
Vạch dấu là bước quan trọng nhất để xác định vị trí gia công. Sai bước này → sản phẩm sai toàn bộ.
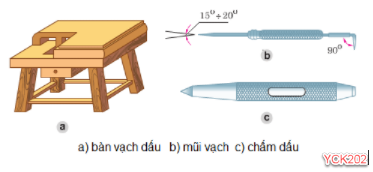
Quy trình:
- Chuẩn bị phôi
- Bôi màu
- Dùng mũi vạch
- Chấm dấu
4.2 Đục
Đục dùng để bóc lớp kim loại dư khi lượng dư lớn (>0.5mm).

4.3 Dũa
Dũa là công đoạn hoàn thiện giúp đạt độ chính xác và độ nhẵn bề mặt.

Các phương pháp dũa:
- Dũa ngang: phá thô
- Dũa dọc: tinh
- Dũa đan chéo: trung gian
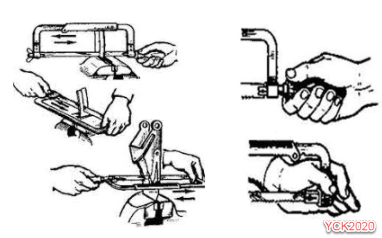
4.4 Cưa
Dùng để cắt phôi và loại bỏ phần dư.
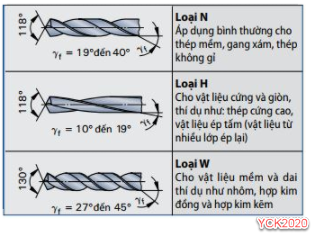
4.5 Khoan
Khoan là phương pháp phổ biến để tạo lỗ.
Quy trình khoan:
- Lấy dấu
- Chọn mũi khoan
- Gá phôi
- Khoan từ từ
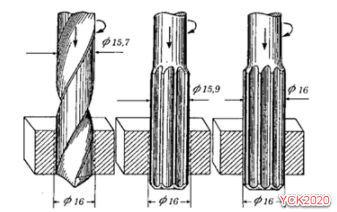
4.6 Doa
Doa là bước gia công tinh lỗ sau khoan để đạt độ chính xác cao.
Kết luận
Gia công nguội là kỹ năng nền tảng mà bất kỳ người làm cơ khí nào cũng cần nắm vững. Dù bạn làm CNC hay gia công truyền thống, hiểu rõ các kỹ thuật này sẽ giúp bạn làm việc chính xác, an toàn và hiệu quả hơn.

















