YCK2020 - Đây là kênh Chia sẻ Kiến thức, kĩ năng về Cơ khí Chế tạo - một phần của Dự án "YCK2020 - Hỗ Trợ Cộng đồng Cơ khí trẻ" - Rất mong nhận được tham gia và đóng góp của bạn, vì Cộng đồng yêu Cơ khí chế tạo!
Dựa theo tính chất của dụng cụ cắt người ta chia các phương pháp gia công cắt gọt thành hai nhóm chính: Cắt gọt bằng dụng cụ với lưỡi cắt có hình dạng hình học xác định và bằng dụng cụ với lưỡi cắt có dạng hình học không xác định.Trong bài viết này, ta cùng đề cập tới Phương pháp Tiện trong gia công cơ khí - một trong những phương pháp gia công cắt gọt điển hình.
Phương pháp Tiện trong gia công cơ khí
Đề cập đến Phương pháp Tiện trong gia công cơ khí, người ta thường đề cập tới các nội dung như:
Tiện là gì?
Khả năng công nghệ của tiện
Phôi tiện là gì?
Phoi trong gia công cắt gọt - Phoi là gì?
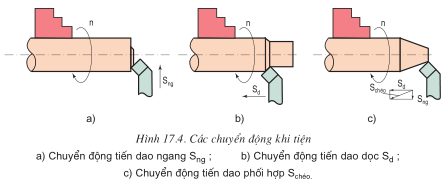
Phương pháp tiến dao trong khi tiện.
Kĩ thuật tiện trụ trơn.
Kĩ thuật tiện trụ bậc.
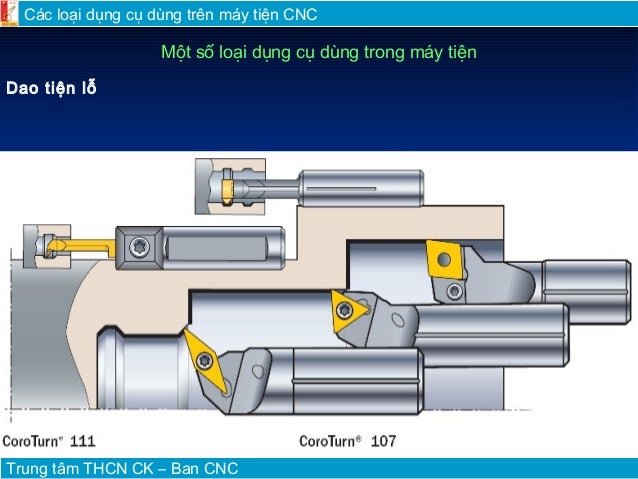
Kĩ thuật tiện trụ trong bằng dao móc lỗ.
Khoan lỗ trên máy tiện.
Đầu tiên, ta sẽ trả lời cho câu hỏi mở đầu: Tiện là gì nhé.
Tiện là gì?
Tiện là một phương pháp gia công cắt gọt, được thực hiện nhờ chuyển động chính do phôi quay tròn kết hợp với chuyển động tiến dao theo phương dọc và ngang để lấy đi lớp kim loại trên bề mặt của phôi, tạo ra chi tiết có hình dáng, kích thước theo yêu cầu kĩ thuật.
Khả năng công nghệ của tiện
Kết hợp giữa Chuyển động chạy dao và Chuyển động chính quá trình cắt gọt xảy ra, và như vậy, Tiện có thể tạo ra các sản phẩm đa dạng. Những bề mặt sản phẩm có ở dạng:
a) Tiện mặt ngoài b) Tiện lỗ c) Tiện mặt đầu d) Tiện cắt đứt e) Tiện ren ngoài f) Tiện ren trong g) Tiện côn ngoài h) Tiện côn trong i) Tiện định hình
Tiện có thể gia công được nhiều loại bề mặt khác nhau như các mặt tròn xoay trong và ngoài, các loại ren, các bề mặt côn, các mặt định hình khác nhau.
Phôi tiện là gì?
Phôi tiện được mô tả ngắn gọn nhất: Phôi Tiện (Workpiece) là vật dùng để gia công trên Máy tiện (Lathe machine), sau khi cắt gọt loại bỏ Phoi thì sẽ được Chi tiết (Part), đó là sản phẩm của Tiện. Thật dễ hiểu phải không nào? Ta cần phân biệt Phôi với Phoi trong gia công cắt gọt bạn nhé.
Phoi tiện là gì?
Phoi chính là lớp kim loại "thừa", mà ta đã dùng Dao cắt (Tools) để tách khỏi bề mặt Phôi trong quá trình cắt gọt. Chính vì vậy, người ta còn nói: "Tiện là một phương pháp gia công cắt gọt có phoi". Trong gia công cắt gọt, theo Nguyên lý tạo thành phoi, có các loại phoi khác nhau. Phương pháp tiến dao trong khi tiện. Phương pháp tiến dao, còn gọi là phương pháp cắt, có ảnh hưởng quyết định tới năng suất và chất lượng nguyên công tiện. có 3 cách tiến dao như sau:
a) Phương pháp Cắt từng đoạn trong Tiện mặt trụ ngoài b) Khi tiện thô mặt ngoài có thể cắt theo từng lớp c) Phương pháp cắt phối hợp khi tiện mặt trụ
Video này thuộc chủ đề Công nghệ chế tạo máy
0:00 Các dạng Phôi thép dùng trong gia công trên Máy Tiện CNC
00:05#TheCNC CNC Lathe Machine
PHÔI CHẾ TẠO CHI TIẾT MÁY DẠNG BẠC - The CNC
If you enjoyed this video, please hit the like button and share it with a friend who’ll find it helpful . . . and thanks!
Hãy Like Video và nhấn nút Đăng Ký để đón xem những video mới.
Tags: Tiện cnc,Các dạng Phôi thép dùng trong gia công trên Máy Tiện CNC,YCK2020,Lập Trình Gia Công CNC,Công nghệ chế tạo máy
Kênh video Gia công cơ khí chính xác: https://bitly.com.vn/jxhk8l
Tags: Tiện cnc,Các dạng Phôi thép dùng trong gia công trên Máy Tiện CNC,YCK2020,Lập Trình Gia Công CNC,Công nghệ chế tạo máy
Tool Paths: Mô phỏng Đường chạy dao - Lưu ý Quan trọng trước khi Gia công Chính thức Trên máy CNC
0:00 Giới thiệu Khái niệm Đường Chạy Dao (Tool Paths) trong lập trình gia công CNC
0:30 Mô phỏng Đường chạy dao trong gia công CNC bằng phần mềm CimcoEdit
01:55#TheCNC is Mô phỏng Đường chạy dao - Thao tác quan trọng cần lưu ý trước khi Gia công Chính thức trên Máy CNC
-----------
If you enjoyed this video, please hit the like button and share it with a friend who’ll find it helpful . . . and thanks!
Hãy Like Video và nhấn nút Đăng Ký để đón xem những video mới.
----------
Tag:
Đường Chạy Dao (Tool Paths) trong lập trình gia công CNC
Mô phỏng Đường chạy dao trong gia công CNC bằng phần mềm CimcoEdit
Lưu ý Quan trọng trước khi Gia công Chính thức trên Máy CNC
PHAY BIÊN DẠNG 2D
TRÊN MÁY PHAY CNC 3 TRỤC DÙNG HỆ ĐIỀU
KHIỂN SIEMENS
1. Dữ
kiện đầu vào
YÊU CẦU KỸ
THUẬT
- Phay biện dạng 2D trên máy phay CNC 3 trục dùng hệ điều khiển Siemens theo mẫu.
- Độ sâu cắt: 5mm
- Vật liệu : hợp kim nhôm
- Chế độ cắt, dao cụ tự chọn
- Trang bị: Máy phay CNC 3 trục dùng hệ điều khiển Siemens
đã được kết nối điện nguồn, khí nén và bơm nước.
- Dụng cụ: Chìa vặn đài dao, dao phay phi 16, căn, búa, ê tô
máy, thước cặp, chổi lông, giẻ lau.
- Phôi: nhôm tấm kích thước (75x45x15)
3. Trình tự thực hiện
Sau khi thiết kế trên phần mềm Cad/Cam xong, ta mô phỏng xem đường chạy dao. Bạn có thể tìm hiểu thêm về mô phỏng đường chạy dao trước gia công trên máy CNC: Tool Paths: Mô phỏng Đường chạy dao - Lưu ý Quan trọng trước khi Gia công Chính thức trên Máy CNC. video tại đây, bạn nhé.
Nếu bạn muôn tìm hiểu về Ý nghĩa của Thao tác Mô phỏng Trước Khi Gia công Trên Máy CNC, kênh The CNC giúp bạn làm điều này rất dễ dàng.
Trong video đề cập tới: Cách dùng Phần mềm Cimco EditCác bước để mô phỏng Mô phỏng Trước Khi Gia công Trên Máy CNC bằng Cimco Edit#4Điều chỉnh tốc độ mô phỏng chương trình NC trong Cimco Edit#27cncÝ nghĩa của Thao tác Mô phỏng Trước Khi Gia công Trên Máy CNC#1Back plot Window in Cimco EditTheCNC#1the cnc#1YCK2020back plot window iso tunningLập Trình Gia Công CNCCông nghệ chế tạo máyback plot window lathe
Bạn cũng có thể xem hướng dẫn bằng tiếng Anh trong video Phay Contour Milling này. Hoặc chọn xem nội dung hướng dẫn tuong tự dưới đây. Chúc các bạn thành công!
Bánh răng trụ răng nghiêng để truyền chuyển động quay giữa hai trục song song, chéo nhau hoặc vuông góc với nhau với ưu điểm là truyền động êm và khoẻ hơn so với bánh răng trụ răng thẳng.
Khi gia công ta phải đảm bảo Các yêu cầu kỹ thuật khi phay bánh răng trụ răng nghiêng, đó là:
- Đảm bảo được kích thước của các thành phần cơ bản của một bánh răng trụ răng nghiêng, hoặc hai bánh răng trụ răng nghiêng khi ăn khớp.
- Số răng đúng, đều, cân, cân tâm, góc nghiêng và bước xoắn đúng theo thiết kế.
- Độ nhám đạt cấp 4, đến cấp7.
Các dạng sai hỏng, nguyên nhân và biện pháp đề phòng khi phay bánh răng trụ răng nghiêng
Các dạng sai hỏng
Nguyên nhân
biện pháp đề phòng
1. Số răng không đúng
- Do chọn số vòng và số lỗ của đĩa chia bị sai.
- Nhầm lẫn trong thao tác chia độ.
- Trước khi phay nên kiểm tra cẩn thận kết quả chia độ bằng cách phay thử các vạch mờ trên toàn bộ mặt phôi, kiểm tra lại, nếu thấy đúng mới phay thành răng.
2. Bước xoắn, góc xoắn,hướng xoắn không đúng
- Do trong quá trình xác định các thông số hình học không đúng, hoặc có thể đọc sai các số liệu liên quan đến các thành phần của một bánh răng trụ răng nghiêng.
- Tính toán tỉ số truyền của bộ bánh răng lắp ngoài không chính xác, hoặc lắp sai vị trí khi xác định chiều xoắn của bánh răng.
- Xác định góc xoắn không đúng, hoặc xoay nhầm số, nhầm hướng của bàn máy khi xoay.
- Đọc và xác định chính xác các thành phần, thông số hình học của một bánh răng trụ răng nghiêng. Góc xoắn, bước xoắn, hướng xoắn.
- Cẩn thận tính toán, kiểm tra bộ bánh răng lắp ngoài chính xác kể cả vị trí lắp bánh răng.
- Thận trọng trong việc xác định hướng xoay của bàn máy, đảm bảo chính xác góc độ cần có.
3. Răng không đều, Prôfin răng sai, lệch tâm
- Răng to, răng nhỏ hoặc chiều dày các răng đều sai, có thể do chia sai số lỗ hoặc khi chia độ không triệt tiêu khoảng rơ lỏng trong đầu chia.
- Chọn dao sai mô đun hoặc sai số hiệu, xác định độ sâu của rãnh răng không đúng.
- Sai số tích luỹ nghĩa là: Toàn bộ bánh răng chỉ có một răng phay cuối cùng bị to hoặc nhỏ hơn, đó là sai số của nhiều lần chia độ dồn lại, cũng có thể ta thực hiện các bước rà phôi không tròn.
- Răng bị lệch, có thể do không lấy tâm chính xác, hoặc do lấy tâm đúng rồi mà không xác định được vị trí giữa tâm dao và tâm của chi tiết cần phay, do bàn máy bị xê dịch vị trí trong quá trình phay hoặc do đầu chia và ụ động không được thẳng so với phương chạy dao.
- răng phía to phía nhỏ và chân răng bị dốc, do khi gá không rà cho phôi song song với mặt bàn máy.
- Nhầm lẫn hoặc bỏ qua một số công đoạn nào đó như: Hạ bàn máy khi dao về, không tháo chốt đĩa chia khi bắt đầu phay.
- Nếu phay chưa sâu mà kịp phát hiện thì có thể sửa được.
- Trong trường hợp rãnh răng bị lệch tâm, độ không cân tâm, ta nên kiểm tra trước khi phay chưa hết chiều sâu của rãnh, nếu phát hiện được bằng quan sát hoặc bằng một phương pháp đo bằng dưỡng biên dạng của từng rãnh, ta có thể thực hiện lại cách xác định tâm bằng phương pháp chia đường tròn thành hai phần đều nhau., hoặc bốn phần đều nhau. Nếu đã đủ chiều sâu không sửa được.
- Triệt tiêu khoảng rơ trong quá trình phay bằng cách khi phay răng tiếp theo ta nên xoay ngược hay quay một khoảng vượt quá khoảng rơ cần thiết và xác định chia độ phay rãnh tiếp theo.
- Chú ý các bước tiến hành phay
- Rà lại và phay thêm phía rãnh còn chưa đủ chiều sâu,
( nếu đã đủ chiều sâu, không sửa được).
4. Độ nhám bề mặt kém, chưa đạt
- Do chọn chế độ cắt không hợp lí.
- Do lưỡi dao bị cùn hoặc dao bị đảo chỉ vài răng làm việc.
- Do chế độ dung dịch làm nguội không phù hợp, hệ thống công nghệ kém cứng chắc.
- Chọn chế độ cắt hợp lý giữa v,s,t.
- Kiểm tra dao cắt trước, trong quá trình gia công.
- Khoá chặt các vị trí bàn máy không liên quan tới chuyển động cắt gọt.
Biết được những dạng sai hỏng và nguyên nhân sẽ giúp chúng ta có biện pháp phòng ngừa hữu hiệu, góp phần nâng cao chất lượng gia công trong Công nghệ Chế tạo máy.
Liên hệ
Bạn có góp ý gì? hãy chia sẻ với chúng tôi trong phần Nhận xét cuối bài nhé.
Hôm nay, chúng ta sẽ cùng nhau đi thiết kế phôi 3D trong ProEngineer - một phần mềm cad/cam nổi tiếng. Sau đó chúng ta sẽ thiết kế các đối tượng văn bản trên phôi này nhé.
Để bắt đầu, thì chúng ta cũng sẽ khởi động Pro E.
Pro E sẽ được khởi động tùy tốc độ nhanh hay chậm của máy tính của chúng ta, thông
thường chỉ mất khoảng ít giây thôi ok
Khi khởi động xong thì proE mở ra giao diện làm việc rất là quen thuộc chúng ta cũng làm cho tác đầu tiên: cài đặt thư mục làm việc nhớ chỉ định tiêu cực làm việc để lưu các sản phẩm của chúng ta tại các vị trí đúng như chúng ta mong muốn. Nếu bạn muốn rõ hơn hãy xem video đươi đây